
 Huis
>
producten
>
Opgepoetst Aluminiumprofiel
>
Huis
>
producten
>
Opgepoetst Aluminiumprofiel
>
|
| Plaats van herkomst | Guangdong, China (Vasteland) |
| Merknaam | Guangdong, China (Mainland) |
| Certificering | ISO9001:2000,ISO14001:2004 |
| Modelnummer | pas aan |
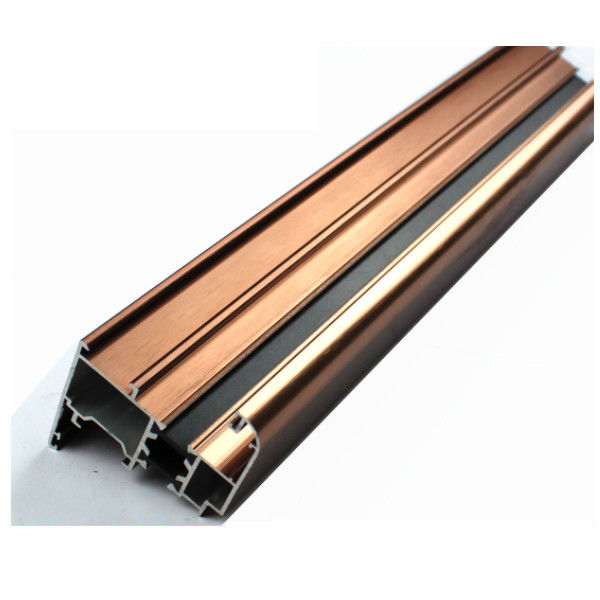
Aluminiumlegering 6063 voor mechanisch Opgepoetste het profielverbinding van de aluminiumhoek
Productomschrijving
| Product | Aluminiumlegering 6063 voor mechanisch Opgepoetste het profielverbinding van de aluminiumhoek |
| Materiaal | Legering 6060, 6061, 6063, enz. |
| bui | T5, T6, enz. |
| Kleur | Verschillende beschikbare kleuren (zwart, blauw, groen, champagne, brons, gouden, vermillion, enz.) |
| Oppervlaktebehandeling | De molen eindigt, geanodiseerde, elektroforetische deklaag, poederdeklaag, thermische onderbreking, houten korrel/houten-in-verschuiving, enz. |
| Vorm | Gebaseerd op uw tekening of gebruik onze vrije vorm |
| Steekproeftijd | Gebruikelijke praktijk: binnen 15 werkdagen tegen betaling |
| Gebruik | Vensters, deuren, gordijngevel, zonnepaneel, LEIDEN paneel, heatsink, de industrie, enz. |
| Verklaard | ISO9001-2008 kwaliteitssysteem, |
Chemisch het oppoetsen en oxydatieproces
De algemeen gebruikte chemische het oppoetsen methodes zijn het zure oppoetsen en het elektrolytische oppoetsen, allebei waarvan in feite gelijkaardig zijn. Omdat het elektrolytische oppoetsende milieu beter is, gebruiken sommige fabrikanten het ook, maar het energieverbruik en de kosten van electropolishing zijn te hoog, en de kwaliteit is niet stabiel genoeg, zodat is het gebruik beperkt. De laatste jaren, wegens het zure oppoetsen heeft de de analysemethode van de badsamenstelling een doorbraak gemaakt, kan de badsamenstelling (met inbegrip van Cu2+, Al3+, so2-4, po3-4, NO3-, H2O enz.) nauwkeurig worden gemeten, heeft de kwaliteit van het oppoetsen proces en oppoetsend aluminiumzuur goede controle en stabiliteit, het zure oppoetsen zo drie proces de meeste fabrikanten van alle leeftijden.
Het zure oppoetsen is het belangrijkste proces in de productie van opgepoetst aluminium. om stabiele hoge helderheid en minder tekorten te verkrijgen moet het het oppoetsen proces strikt worden gecontroleerd.
H3PO4 inhoud
H3PO4 is het belangrijkste oppoetsende bad, het gevormde viscositeitseffect van aluminium op de oppervlakte van het spiegeleffect, is hoger het spiegeleffect duidelijker, omdat de inhoud van H3PO4 de belangrijkste factor is om de het oppoetsen helderheid te handhaven, algemene productievereisten van H3PO465% (gewichtspercenten, hetzelfde hieronder). In de eerste fase van de tank, wordt de concentratie van H3PO4 gemakkelijker gecontroleerd dan 65%. Met de verhoging van de inhoud van Al3+ en van de onzuiverheid, zal de concentratie van H3PO4 is zeer moeilijk om aan de bovengenoemde vereisten te voldoen, wanneer Al3+ het maximum bereikt, de concentratie van H3PO4 tot ongeveer 55% worden verminderd, het het oppoetsen effect beïnvloeden, kan dit het aandeel van H2SO4 verhogen of verbeteren handhaaft badviscositeit. Daarom is het noodzakelijk om wetenschappelijk beheer van het routineonderhoud van tank vloeibare en redelijke update van badvloeistof te maken, om de stabiliteit van het het gieten proces te beschermen.
Inhoud van HNO3, H2SO4
HNO3 is het belangrijkste onderdeel van direct betrokken bij de reactie, moet de inhoud strikt worden gecontroleerd, is over het algemeen 32~37%, HNO3 is de concentratie te hoog, zal het een groot aantal tabak veroorzaken, en de reactie is te intens, is het moeilijk te controleren, gemakkelijk om zand en droge schuring te veroorzaken is de tekens, HNO3 concentratie te laag, zal het niet de beste helderheid bereiken. H2SO4 kan het regelende en als buffer optredende voor effect in het bad, tijdens de groefperiode, H2SO4 inhoud zelfs zonder H2SO4, met de verhoging van Al3+ zeer laag zijn, zal de opgepoetste aluminiumoppervlakte stroomtekens lijken, dan kunt u dit probleem oplossen door H2SO4 toe te voegen. In het algemeen, wanneer de Al3+-concentratie 20~40g/L is, wordt de H2SO4 concentratie gecontroleerd bij 9~13%. Wanneer de concentratie van Al3+ laag is, is de H2SO4 concentratie lager dan dat van H2SO4. Wanneer de concentratie van Al3+ hoog is, is de concentratie van Co2 lager dan de bovengrens. Al3+ is een bijproduct van het het zure oppoetsen proces. Wanneer de Al3+-inhoud laag is, kan het voor de reactiesnelheid als buffer optreden en de reactie gemakkelijk maken te controleren. Wanneer Al3+ hoger is dan 20g/L, zal de viscositeit van de vloeistof stijgen, resulterend in een tekort van het stroomteken, en een reeks problemen, zoals het verhogen van de viscositeit en het verhogen van de opbrengst, resulterend in een verhoging van de kosten. Wanneer de inhoud van Al3+ hoger is dan 45g/L, zal de kristallisatie in het bad worden veroorzaakt, en de kwaliteit van het product zal worden beïnvloed. Daarom wordt Al3+ 40g/L over het algemeen vereist, en de productie kan door aluminium worden uitgebracht om dit saldo te bereiken. De toevoeging van Cu2+ in het zure bad verbetert de helderheid van het oppoetsen. Over het algemeen, is het toevoegingsbedrag over 15g/L. de Bovenmatige productie het moeilijke schoonmaken en een weinig concaaf punt kan veroorzaken.
Het aandeel en de temperatuur van de tank
Het soortelijke gewicht en de temperatuur van badvloeistof zijn twee belangrijke indexen van vloeibaar badproces. Hoger het soortelijke gewicht en hoger de temperatuur, het betere zal de helderheid van de opgepoetste aluminiumlegering, maar hoge aandeel in de kristallisatie van de vloeistof resulteren en de korrel die zich aan de oppervlakte van het aluminium houden. Een te hoge temperatuur resulteert in teveel reactie en is naar voren gebogen aan corrosie. Daarom zal plaatsen van het soortelijke gewicht en de temperatuur van de tank in kwaliteit, met een normale gewichtscontrole van 176 (001) en temperatuurcontrole bij 105+_5 opereerbaar en stabiel zijn
Andere verwante processen
(1) het voorbewerken. De voorbehandeling voorafgaand aan het chemische oppoetsen is essentieel voor het verbeteren van het oppoetsen kwaliteit en het verminderen van tekorten. Eerst en vooral, naast olie en was moet de verwijdering, voor de verwijdering grondig zijn van het oppoetsen van was, over het algemeen de behandeling van het gebruiks organische oplosmiddel, en dan is het ultrasone effect beter, zijn de ultrasone kosten te hoog, is het moeilijk voor algemene fabrikanten aan gebruik. Het algemene ontvetten, zo ver mogelijk gebruikt agent de geen met fluor van de olieverwijdering, anders zal het de helderheidsdaling van de aluminiumoppervlakte maken, vooral want de mechanische oppoetsende producten vooral belangrijk is. Naast de concentratie van het ontvetten van agenten, is de temperatuur van de olietank ook zeer belangrijk. In de winter, moet de olietank behoorlijk worden verwarmd om ervoor te zorgen dat de temperatuur boven 30, om goede resultaten moet bereiken, om tekorten in de oppoetsende tank te vermijden. Na het verwijderen van de oliewas, zou de vloeistof op de aluminiumoppervlakte gelijk met de druppeltjes niet van het stokwater, vooral het stuk of vlekwasresidu in het lokale gebied moeten worden behandeld. Ten tweede, moeten er over alkali en neutralisatie licht zijn. Op deze wijze, kunnen de oppervlakte schone, geactiveerde en homogene staven zonder enige zand of het kuiltjes maken in corrosie in elk van de voorafgaande processen worden geproduceerd.
(2) oxydatie en het verzegelen. Het oxydatieprocédé is het strengste uitsterven het oppoetsen proces van producten, algemene producten om de producten met de lage dikte van de helderheidsfilm te verzekeren (5m), controleer strikt het oxydatieprocédé kan de graad van uitstervenfilm minimaliseren, zoals Al3+ onder 10g/L, de huidige dichtheidscontrole in 11A /dm2, de controle van de oxydatietemperatuur in 22 zou moeten worden gecontroleerd! Kan zo hogere transparantiefilm verkrijgen. Ten tweede, heeft het het verzegelen procédé grote invloed op het uitsterven van F. Voor hoogwaardige spiegelproducten, wordt het geadviseerd om niet fluoride het verzegelen of kokend water op hoge temperatuur te gebruiken om het gat te verzegelen.
![]()
Contacteer op elk ogenblik ons

